
¿Cuál es la diferencia entre las métricas OEE, OPE y TEEP en la fabricación? Esta es una pregunta interesante que veo que se hace con frecuencia. Son métricas que se utilizan a menudo, pero cada una es un método diferente para determinar la disponibilidad de una línea de producción. Básicamente, ayudan a los fabricantes a comprender cuántos productos pueden fabricar en comparación con cuántos están fabricando realmente. Las tres métricas analizan el rendimiento, la disponibilidad y la calidad.
- A continuación, analizaré ladiferencia entre OEE frente a OPE y OEE frente a TEEP,y destacaré las ventajas de realizar un seguimiento de ambos.
- En mi sinopsis, también añadiré una métrica/medida diferente que, en realidad, está demostrando ser la preferida por los altos ejecutivos del sector manufacturero y los líderes empresariales.
¿Qué es la OEE?
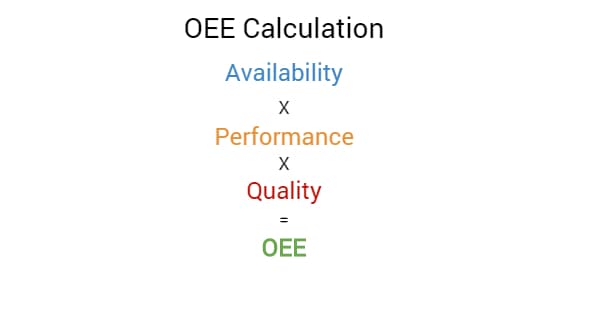
OEE son las siglas deOverall Equipment Effectiveness (eficiencia global de los equipos).Aquí explicamos con más detallequé es y qué no es la OEE. La OEE es una métrica que se utiliza para calcular y puntuar todos los elementos de la eficacia de las máquinas en el proceso de fabricación. Combina métricasde disponibilidad, utilización,rendimiento ycalidaden la puntuación. Se supone que resume la eficiencia de una máquina, célula o línea de producción durante el proceso de fabricación.
Muchos fabricantes lo consideran una métrica importante que hay que optimizar; sin embargo, ya hemos hablado anteriormente de algunos matices que conlleva esta métrica y que deben analizarse antes de poder utilizarla como criterio real para la mejora de procesos y productos. (Además, algunos incluso debatenel papel que desempeña el tiempo de inactividad programado en el cálculo del OEE). Puede utilizar unacalculadora de OEE gratuita aquíy calcular el OEE usted mismo.
¿Qué es OPE?¿Qué es TEEP?
OPE son las siglas de«Overall Production Effectiveness» (eficacia global de la producción).También se conoce como TEEP(Total Effective Equipment Performance, rendimiento efectivo total de los equipos).Sin embargo, TEEP es la métrica más utilizada en el sector manufacturero.
«¿Cuál es la diferencia entre TEEP y OPE?»TEEP mide el porcentaje del tiempo total que es productivo. TEEP va un paso más allá que OEE al evaluar el potencial de una planta: cuánta capacidad tiene un fabricante para producir sin tener que comprar nuevos equipos.
La mayor diferencia entre OPE y OEE es que OPE incluye elementos desconectados que pueden no estar incluidos en los cálculos de OEE. Esto significa que incluye aspectos como el tiempo en el que una máquina no está programada para funcionar y actividades como procedimientos selectivos y procesos manuales que no incluyen las máquinas en sí mismas o que pueden no aplicarse a todos los productos de una tirada de producción. El OPE también suele incluir el tiempo de inactividad planificado en el cálculo, como hemos mencionado anteriormente. Esto no se suele calcular en el OEE. Por lo general, los empleados deben recopilar los datos para el cálculo del OPE manualmente, ya que ese es el objetivo del cálculo. Captura procesos que a menudo no se pueden medir fácilmente con unsensoro una máquina y debe incluir el tiempo de inactividad planificado en los datos.
Como siguiente paso, los fabricantes interesados en OPE suelen querer introducir esta información en algún tipo de base de datos o sistema de análisis paraanalizar los datos de forma más rápida y eficiente.
¿Qué es OOE?
Aunque aún no hemos hablado de esta métrica, vale la pena mencionar la OOE (eficacia operativa global). La OOE mide la disponibilidad de todas las operaciones de principio a fin, incluyendo aspectos como el mantenimiento planificado.
Para calcular el OOE, se utilizaría la misma fórmula que para el OEE, pero la principal diferencia sería cómo se determina la disponibilidad. Se incluiría el tiempo de producción real/tiempo de actividad en la fórmula del OOE, mientras que el OEE solo incluye el tiempo programado.
Aunque es bueno comprender el OEE, rara vez se utiliza paracomprender la disponibilidad de la producción.
OEE frente a OPE y OEE frente a TEEP: ¿cuál es mejor?
Siempre se trata deencontrar la herramienta adecuada para cada trabajo. Cuando se aplican correctamente al negocio y al problema adecuados, las tres métricas ofrecen ventajas a los fabricantes.
Por ejemplo, Nulogy permite a los fabricantes realizar un seguimiento y visualizar, de forma automática, el OEE, el OPE y el TEEP, en función de lo que resulte más adecuado para su negocio.
El OEE es unestándar industrialen muchos sectores importantes. En teoría, se trata de una métrica muy objetiva con un conjunto de criterios uniformes que permite a los fabricantes mejorar su eficiencia utilizándola como referencia en comparación con cálculos anteriores.
El mayor inconveniente de optimizar en torno al OEE es quela cifra en sí misma no es tan importante. A menudo, los empleados de fabricación manipulan las cifras o realizan cálculos para podermantener un OEE aceptable para el sector.
Para los fabricantes es mucho más importante establecer una métrica OEE real para su negocio y luego trabajar paradeterminar qué factores son más importantes para ellosa fin de optimizar o mejorar basándose en datos precisos.
¿Cuáles son los beneficios de OPE?
Todas las advertencias sobre el OEE también se aplican al OPE; sin embargo, el OPE ofrece algunas ventajas adicionales como cálculo para los fabricantes que recopilan y analizan con precisión aspectos como el tiempo de inactividad planificado y otros procesos manuales. Simplementeproporciona un contexto adicional.
Con cualquiera de las dos métricas,lo que los fabricantes realmente deben buscar es el contexto. Ambas métricas están pensadas para proporcionar una instantánea objetiva de la eficiencia con la que funciona la línea de producción, la célula o la máquina de fabricación. Si los datos son buenos, la medición solo debería servir para proporcionar un punto de comparación y mejora.
Comprender la eficiencia general de la fábrica: ¿qué es mejor para medirla, el OEE, el OPE o el TEEP?
Sinceramente, no hay nada malo en elegir creer en el OEE frente al OPE como si fuera una verdad absoluta, o en optar por ignorar por completo estas métricas. He escuchado argumentos convincentes de fabricantes de ambos bandos.
En última instancia, es lavisibilidadque tiene un fabricanteen su planta de producciónlo que determina la utilidad de cualquiera de estas métricas.
Los fabricantes que mejor logran mejorar su productividad y eficiencia general en la fabricación son aquellos que cuentan con los mejores datos y una visión más clara de los factores que influyen activamente en aspectos como la calidad y la disponibilidad.
Escribo mucho sobre la visibilidad y sinceramente creo que es mucho mejor trabajar en ello que obsesionarse con qué métrica utilizar y cuál es la puntuación definitiva.
Una vez más, puedes medir ambas métricas fácilmente con una herramienta como Nulogy. También te proporcionará la visibilidad necesaria para mejorar adecuadamente las variables responsables de la culminación de ambas métricas.
Espero que esto te ayude a entender un poco mejor este tema.
Para obtener más información sobre cómo el software de fabricación de Nulogy puede ayudarle a realizar un seguimiento y mejorar sus métricas de rendimiento, reserve una demostración o póngase en contacto con nosotros hoy mismo.