
Discrete manufacturers build many different products with constantly changing specifications.
MES systems often struggle to deliver real-time visibility into this complexity.
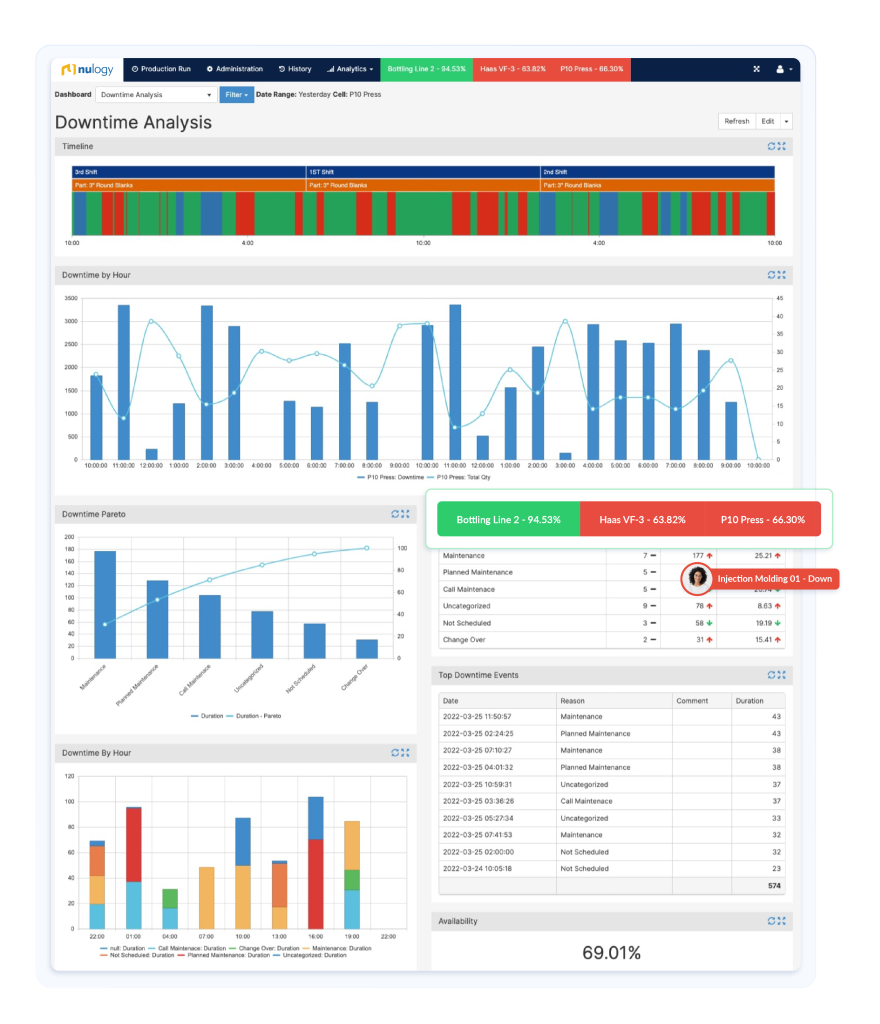
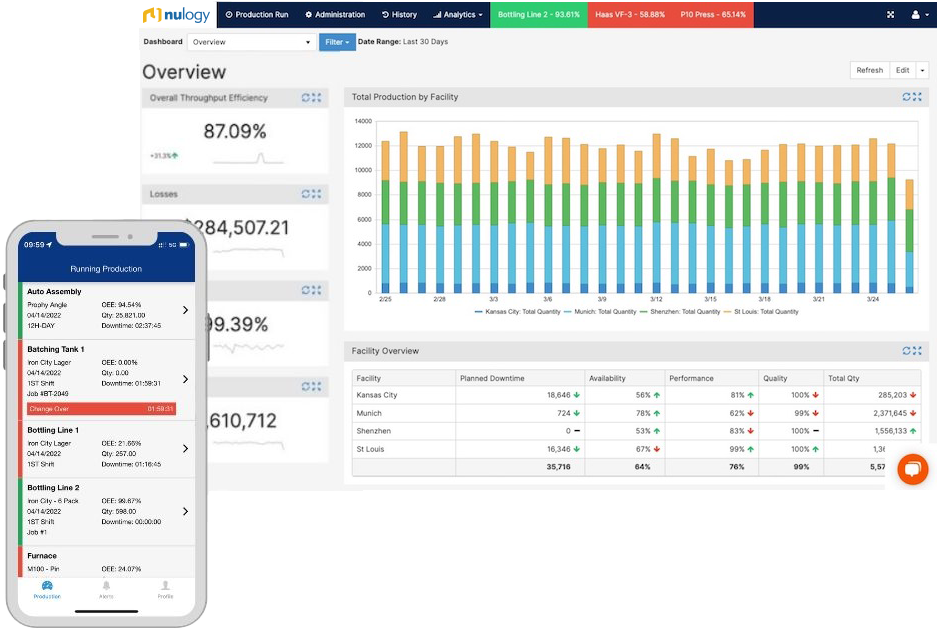
Teams need dashboards that present data in formats plant managers can easily act on.

MES tools usually track production at a high level rather than line-by-line or unit-by-unit.
Limited granularity makes it difficult to monitor and optimize performance minute-by-minute.

Traditional MES systems are designed for repetitive, standardized production.
Discrete manufacturers need adaptable systems that handle frequent changeovers and product variation.